TEXTILES.ORG
TEXTILES.ORG Solid foundations start with good wood
 We’ve all been there. You start a new upholstery job by removing the old fabric and find a little surprise: rotten wood. And although you were aware that some of the pieces would have to be replaced, there was no way of knowing that the damage was so extensive. Now you have to contact the customer and explain the options and your recommendations.
We’ve all been there. You start a new upholstery job by removing the old fabric and find a little surprise: rotten wood. And although you were aware that some of the pieces would have to be replaced, there was no way of knowing that the damage was so extensive. Now you have to contact the customer and explain the options and your recommendations.
 Replacement options include marine plywood, PVC board and plastic board. You may have other products that you can use, such as composites, but, in this case, we are sticking with the three basics.
Replacement options include marine plywood, PVC board and plastic board. You may have other products that you can use, such as composites, but, in this case, we are sticking with the three basics.

This rare 1976 38-foot Bertram Mopie was delivered to Racine Design as an empty shell. The interior, redesigned by Racine, was built from marine plywood.
At our shop, we start with marine plywood—not CDX (C-grade and D-grade wood with exterior glue) or treated plywood.
Most customers do not understand why marine plywood is so expensive. Marine plywood is veneer, consisting of five plies for the ½-inch version and seven plies for the ¾-inch. It is all A-grade fir with 12 percent moisture content. Any knots in the veneers are removed and replaced with a triangular plug. The result is plywood with no voids. And due to the moisture content and number of veneers, it will not warp like standard plywood.

Photo 1
Regular CDX has a moisture content of 18 to 24 percent, which makes it susceptible to warping if it gets wet. Voids caused by knots will sweat in high humidity and start to rot. Delaminating of the plies is what we see the most.
Treated lumber is coated and has 28 percent moisture content due to a pressure-forced antifungal liquid. It is designed to be used in areas with good air circulation. Problems arise when upholsterers put plastic over the foam to ease installation. We do this in our shop, however, we are careful to ensure the plastic does not block the venting holes. While the upholstery is being installed and the fabric is pulled in place, we pull some of the plastic out to allow ventilation. Some of you may be shaking your heads. I have seen a cushion with water-filled foam.
-

- Photo 2
-

- Photo 3
Please do not use particle board or furniture core board in the marine environment. If it’s not marine grade, we don’t use it. Your customers will usually blame you when plywood starts to warp and rot. But they don’t realize the differences in wood—just the differences in price.
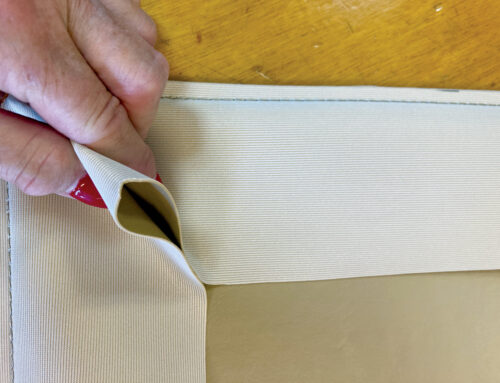
Quality substrates are very important to making your hard work end up looking good for years to come. Routing of the wood edges to make the fabric pull over smoothly and cutting hard corners to the diameter of a quarter will help to make corners look good. Be sure you install vents for the cushions to breathe, and remove any plastic that may be covering the vents.
We drill 1-inch holes into the bottom of seat cushions. I sew mesh into the bottom edge of side bolsters, provided it is out of sight. This provides for drainage, so the bolsters don’t become waterlogged.
We are careful in deciding the type of fastening device. T-nuts and bolts satisfy most applications, except where access behind is not available. In that case, we build a fastening device for the special application. Usually it is an aluminum strip, bent so the substrate can clip into a 1½-inch hole that has been strategically located in the back.These are similar to the E Z Clips that are available from some suppliers.
-

- Photo 4
-

- Photo 5
Build the entire bolster assembly and install all of it into the boat before you cover it with fabric. Ensure that the spacing between the bolsters allows for the compression of the foam and fabric and does not create a pucker where they meet.
Make sure the bolsters line up flush with each other. When all the wood lines up properly, drill the holes throught the bolster material into the fiberglass. A ¼-inch bolt requires a 5/16-inch T-nut hole, which also allows the bolt to be able to adjust a tiny bit when installed. Always use Loctite on bolts when installing them through T-nuts.

Photo 6
We always space at least two ½-inch stainless steel staples in the back of the T-nut to ensure it does not come out or spin in the substrate.

Photo 7
PVC board, sometimes referred to as foam board, is great for long-term use and will hold up excellently in any environment. However, we don’t use it on horizontal surfaces to span open storage areas. PVC is not structural, and someone will eventually jump in the boat from the dock and crack and break the board. Be sure the substrate spanning an area is thick enough to support the span. Sometimes we use ¾-inch for a center seat and ½-inch for the smaller seats on each side. We make up the difference by adding ¼-inch foam to the thinner ones so they all come out level. You want each cushion to flow into the next cushion, which makes the job look great.
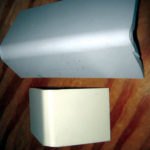
We heat and bend PVC board, which provides a molded look to cushions and allows them to conform to the inside and outside corners. Try your hand at it with a quality heat gun. You may be pleasantly surprised and you could get extra money for doing it that way.
-

- Photo 8
-
- Photo 9
The ultimate in long-lasting board is the plastic board, like Star Board or C Teak. Prepare your customers for the additional cost and the additional weight.
If you don’t have a local source for plastic board, make sure you get a quote from a supplier, including shipping costs, before quoting a price to your customer. Remember that you can not glue two pieces of plastic board together. You must fasten pieces together with screws. We have tried expensive adhesives that claim they are specifically designed to bond plastic boards together. The claims did not hold true. Someone out there may have had better luck than we did. We just gave up on the idea of bonding plastic board to plastic board.
We have used some cheaper versions of plastic board and we were seriously disappointed. We had issues with even small pieces warping, although staples held well in the plastic.
Fasteners that are quite common are the Christmas tree fasteners. They are designed for single use, but once a bolster has been removed, the fasteners can’t be reused.
Recently, there has been a wide array of new types of panel fasteners that we are experimenting with that show great potential for a multitude of applications. But that’s for another story.
Carol Racine is owner of Racine Design in Jacksonville, Fla.